Erros no molde para termoformadora causam refugo, paradas e prejuízo. Veja quais são os mais comuns e como evitá-los na sua operação.
Quando o problema começa antes da máquina ligar
Tem uma situação que se repete com frequência em linhas de embalagem: a produção para, o operador não sabe exatamente o porquê, e começa aquela busca por culpados.
A máquina foi verificada. O material está dentro do especificado. E mesmo assim a embalagem sai com defeito, ou o ciclo não fecha como deveria.
Em muitos casos, a origem do problema está no molde para termoformadora. E o pior é que esses erros raramente aparecem de forma óbvia — eles se acumulam silenciosamente até travar a operação.
Entender quais são os erros mais comuns no molde para máquina termoformadora é o primeiro passo para evitar perdas que, com o tempo, se tornam bastante expressivas.
Projeto com geometria mal calculada
O erro começa muito antes da usinagem. Quando o projeto do molde para termoformagem não considera com precisão a geometria final da embalagem, os problemas aparecem em cascata.
Ângulos de saída insuficientes são um exemplo clássico. Se o ângulo de desmoldagem estiver abaixo do necessário, a peça trava durante a extração.
O que parece um ajuste simples, na prática, exige retrabalhar o molde inteiro, com custo e prazo.
Outra armadilha comum é a falta de raios adequados nos cantos e transições. Esses pontos concentram tensão no material durante a conformação, gerando zonas de afinamento excessivo que comprometem a resistência mecânica da embalagem — especialmente em aplicações que exigem selagem ou empilhamento.
Um projeto bem desenvolvido considera a geometria final da embalagem, o comportamento do polímero sob calor e as condições reais do processo produtivo. Sem esse alinhamento, até o melhor equipamento vai produzir mal.
Distribuição térmica desequilibrada
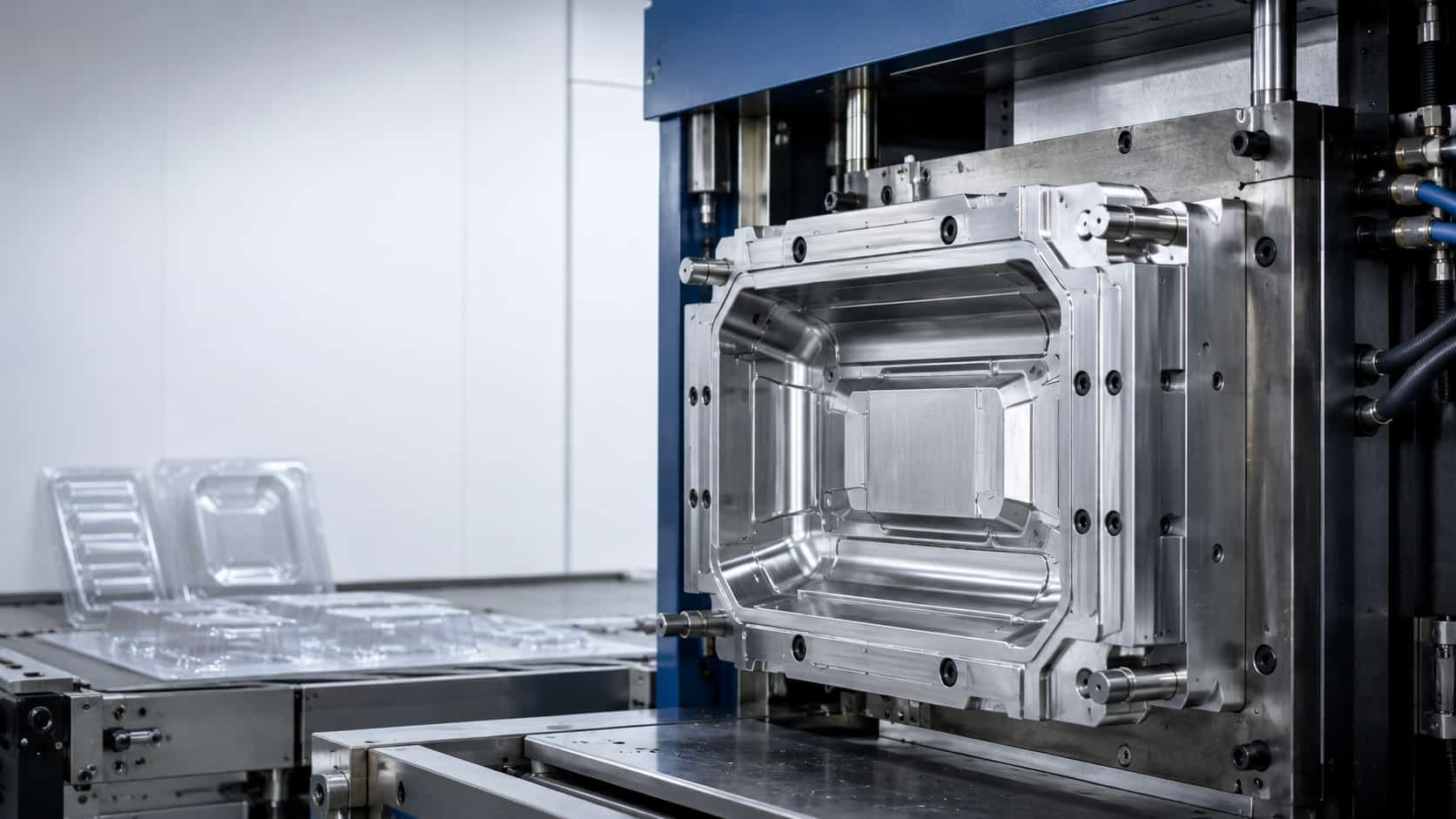
A termoformagem depende fundamentalmente do calor. E quando o molde industrial para termoformadora não distribui a temperatura de forma homogênea, o resultado aparece direto na embalagem: espessuras variáveis, deformações, marcas superficiais e instabilidade dimensional.
Canais de refrigeração mal posicionados são uma das causas mais frequentes desse problema. Se o resfriamento não for uniforme em toda a superfície do molde, certas regiões esfriam mais rápido — e a embalagem sai com tensões internas que só vão se manifestar depois, durante o armazenamento ou no uso final.
Isso é especialmente crítico em moldes para produção de embalagens termoformadas com geometrias assimétricas ou de grande profundidade, onde o fluxo térmico precisa ser calculado com muito mais atenção.
Sistema de ventilação insuficiente
Esse é um dos erros mais subestimados. O ar preso entre o molde e a chapa plástica aquecida precisa de algum lugar para sair — e quando os pontos de ventilação são insuficientes ou mal posicionados, ele simplesmente não sai.
O que acontece? A embalagem não se conforma completamente. Surgem bolhas, imperfeições de superfície, perda de definição nos detalhes do molde. Em linhas de alta velocidade, o problema se amplifica porque o ciclo não dá tempo para o ar escapar naturalmente.
Os furos de ventilação (ou “vents”) devem ser projetados com diâmetro e distribuição adequados. Parece detalhe, mas em uma linha produtiva rodando centenas de ciclos por hora, esse detalhe define se a embalagem sai boa ou vai para o refugo.
A seguir, os sinais mais comuns de ventilação inadequada:
- Superfície da embalagem com marcas de bolhas ou “casca de laranja”
- Perda de definição em bordas e detalhes finos
- Variação de espessura concentrada em áreas específicas
- Ciclo mais lento que o esperado para compensar a falta de conformação

Acabamento superficial abaixo do necessário
O acabamento da cavidade do molde influencia diretamente a qualidade visual e funcional da embalagem. Um molde para máquina termoformadora com rugosidade superficial inadequada transfere essas imperfeições para cada peça produzida.
Em embalagens transparentes — muito comuns em alimentos, cosméticos e produtos farmacêuticos — qualquer risco ou marca na superfície do molde vai aparecer na embalagem. E isso impacta desde a apresentação visual até a percepção de qualidade pelo consumidor final.
Mas o acabamento não é só estético. Uma superfície com rugosidade elevada também dificulta a desmoldagem, aumenta o desgaste do molde e pode reter resíduos com o tempo, comprometendo a higiene do processo — um fator crítico em setores regulados como o alimentício e o farmacêutico.
Escolha inadequada do material do molde
Não existe um material universal para todos os moldes de termoformagem. A escolha depende do polímero que será processado, do volume de produção previsto, da complexidade geométrica e das condições térmicas do processo.
Um molde fabricado em material inadequado vai desgastar mais rápido, perder precisão dimensional ao longo do tempo e exigir manutenção frequente. Em volumes altos de produção, isso se traduz diretamente em custo operacional.
Os materiais mais utilizados incluem:
- Alumínio: excelente condutividade térmica, ideal para ciclos rápidos e médios volumes
- Aço P20 ou H13: alta durabilidade, indicado para volumes altos e polímeros mais abrasivos
- Resinas de epóxi reforçadas: opção para protótipos e volumes reduzidos, com menor custo inicial
- Ligas especiais: para aplicações que exigem combinação de leveza e resistência térmica
Cada escolha tem implicações diretas no desempenho do molde para termoformagem ao longo do tempo. Definir isso errado no início custa muito mais do que parece.
Tolerâncias dimensionais fora do especificado
Embalagens termoformadas muitas vezes precisam se encaixar em tampas, bandejamentos ou sistemas de selagem automática. Quando as tolerâncias dimensionais do molde não são respeitadas com rigor, esses encaixes simplesmente não funcionam.
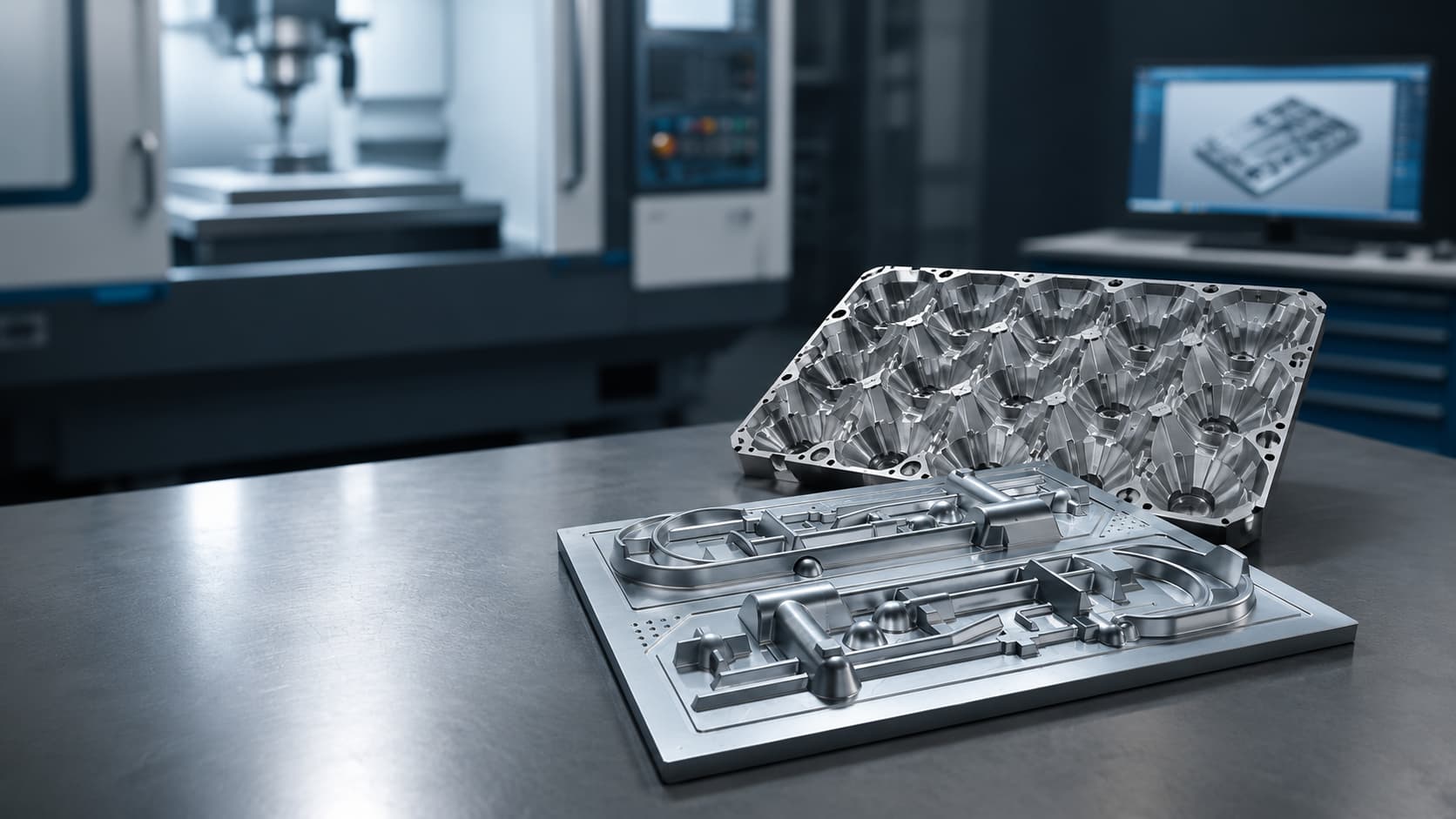
O problema pode não aparecer na primeira cavidade. Mas em moldes de múltiplas cavidades — muito comuns em linhas de alta produtividade — a repetibilidade entre cavidades é essencial. Se uma cavidade estiver fora de tolerância, parte da produção vai para o refugo sem que o operador perceba imediatamente.
Esse tipo de erro exige usinagem de alta precisão e controle dimensional rigoroso em todas as etapas do processo. É aqui que a diferença entre uma ferramentaria técnica e uma comum fica mais evidente.
Falta de planejamento para manutenção
Um molde bem projetado considera desde o início como será mantido. Isso significa pensar em acessibilidade para limpeza, facilidade de substituição de partes sujeitas a desgaste e documentação técnica do ferramental.
Quando esse planejamento não existe, a manutenção se torna um problema. Pequenos ajustes tomam muito mais tempo do que deveriam, e o risco de erro durante o processo de manutenção aumenta.
A vida útil de um molde para produção de embalagens termoformadas depende tanto da qualidade da fabricação quanto da consistência da manutenção.
Projetar pensando nos dois momentos é o que diferencia um ferramental de longa duração de um que começa a dar problema cedo.
O que esses erros têm em comum
Olhando para todos esses pontos, o que se percebe é uma lógica bastante direta: erros no molde para termoformadora raramente são isolados.
Um problema de ventilação pode estar mascarando uma questão de distribuição térmica. Uma falha dimensional pode estar sendo agravada pela escolha errada do material.
Por isso, o diagnóstico precisa ser técnico e completo — e a prevenção começa no projeto.
Empresas que trabalham com ferramental de alta precisão, como a Snubber, desenvolvem o molde considerando todas essas variáveis desde o início: geometria, térmica, ventilação, material, tolerâncias e manutenção.
Esse cuidado no processo é o que garante que a ferramenta entregue desempenho constante ao longo de milhares de ciclos — sem surpresas no meio da produção.
A decisão certa começa antes de usinar
Escolher bem o fornecedor do molde para termoformadora é, na prática, escolher o nível de produtividade que a sua linha vai ter. Um molde mal desenvolvido vai custar mais do que o preço que foi pago por ele — em refugo, paradas, retrabalho e prazo perdido.
Antes de fechar qualquer projeto, vale perguntar: o fornecedor tem capacidade técnica para discutir cada um desses pontos com você? Ele usa CAD/CAM, faz análise de fluxo, documenta o ferramental e cumpre o prazo combinado?
Se a resposta for sim para tudo, você está no caminho certo.
Precisa de um molde para termoformadora que funcione de verdade?
A Snubber desenvolve ferramentas de precisão para embalagens plásticas desde 2004, com tecnologia CAD/CAM, equipe especializada e compromisso real com prazo e qualidade.
Fale com nossos especialistas e descubra como podemos apoiar a sua produção. Solicite um orçamento.